
Modern üretim süreçleri; kaynak dumanı, solvent buharı, ağır metaller ve asit sisleri gibi…
Dr. Hayrettin Horasan
İşyeri Hekimi
1. Giriş: Endüstriyel Hijyende Görünmez Tehlike ve Kontrol Hiyerarşisi
Modern üretim süreçleri; kaynak dumanı, solvent buharı, ağır metaller ve asit sisleri gibi yan ürünleri atmosfere yayar. Endüstriyel (iş) hijyenistlerin temel görevi, bu kirleticilerin çalışanın ağız ve burun çevresindeki 30 cm yarıçaplı “solunum bölgesine” ulaşmasını engellemektir. Maruziyet kontrol hiyerarşisinde, tehlikeyi kaynağında izole eden Mühendislik Kontrolleri kategorisindeki en etkili çözüm, (LEV)’dur.

2. Temel Paradigma: Seyreltme Ventilasyonu vs. Lokal Egzos Ventilasyonu
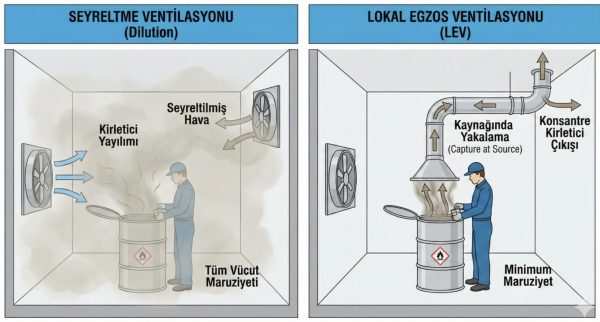
Havalandırma stratejisi belirlenirken yapılan en temel hata, Seyreltme Ventilasyonu ile Lokal Egzos Ventilasyonu arasındaki farkın anlaşılmamasıdır. Bu iki yöntem arasındaki seçim, bir maliyet optimizasyonu değil, maruziyet riskinin niteliğine bağlı bir zorunluluktur.
2.1. Seyreltme Ventilasyonunun Toksikolojik Sınırları
Seyreltme ventilasyonu, kirli havayı temiz hava ile karıştırarak konsantrasyonu düşürmeyi hedefler; ancak kirleticiyi ortamdan tamamen uzaklaştırmaz. ACGIH ve OSHA yönergelerine göre bu yöntemin uygulanabilmesi için şu kesin sınırlar gözetilmelidir:
Düşük Toksisite Zorunluluğu:Kanserojen, mutajen, kurşun ve silika gibi yüksek toksisiteli maddeler için asla kullanılmamalıdır. Bu ajanlarda güvenli maruziyet eşiği çok düşük olduğundan seyreltme maruziyeti sıfıra indiremez.
Stabil Yayılım: Kirletici oluşum hızı düşük ve sabit olmalıdır. Kaynak dumanı veya tank kapağı açılması gibi ani ve yoğun emisyonlar seyreltme ile kontrol edilemez; sistem bu ani yükü absorbe edecek tepki hızına sahip değildir.
Kaynaktan Uzaklık: Çalışanlar kirletici kaynağına doğrudan yakın bulunmamalıdır. Mesafe azaldığında, havalandırma akımı kirleticiyi seyretmek yerine türbülans yaratarak doğrudan çalışanın solunum bölgesine süpürebilir.
2.1.1. Vaka Analizi: Karbon Monoksit Zehirlenmesi
OSHA kayıtlarına geçen bir kazada, kapalı bir alanda çalışan propan yakıtlı bir forkliftin egzos gazlarını tahliye etmek için genel havalandırmaya (seyreltme) güvenilmiştir. İşveren, tavan fanlarının ve açık kapıların yeterli olacağını varsaymıştır. Ancak forkliftin regülatöründeki bir arıza sonucu normalden fazla karbon monoksit (CO) üretilmesi, genel havalandırma kapasitesini aşmıştır. Sonuç olarak 12 çalışan CO zehirlenmesi nedeniyle hastaneye kaldırılmıştır. Bu vaka, yüksek toksisiteye veya yüksek üretim hızına sahip kirleticilerde (CO gibi) seyreltme ventilasyonuna güvenilemeyeceğini, kaynağında yakalamanın (elektrikli forklift veya egzos hortumu) şart olduğunu kanıtlamaktadır.
2.2. LEV: Kaynakta Yakalamanın Aerodinamik Üstünlüğü
Lokal Egzos Ventilasyonu (LEV), kirleticiyi oluştuğu noktada, ortam havasına karışmadan ve çalışanın solunum bölgesine ulaşmadan yakalamayı amaçlar. Seyreltme ventilasyonuna kıyasla çok daha düşük hava debisi gerektirmesine rağmen, doğru tasarlandığında kirleticinin neredeyse tamamını ortamdan uzaklaştırabilir.LEV sistemlerinin başlıca avantajları şunlardır:
Yüksek Risk Kontrolü: Ağır metaller, kaynak dumanları ve solvent buharları gibi yüksek riskli ajanlar için en etkili mühendislik çözümüdür.
Termal Konfor ve Enerji Verimliliği: Bununla birlikte LEV, tasarım hatalarına toleransı olmayan bir sistemdir. Seyreltme ventilasyonunda yapılan bir hesap hatası yalnızca sınırlı bir konsantrasyon artışına yol açarken, LEV’de yanlış davlumbaz seçimi veya yetersiz yakalama hızı, kirleticinin yakalanamamasına ve doğrudan çalışana maruziyete neden olabilir.
3. Akışkanlar Fiziği ve Davlumbaz Tasarımı
LEV sisteminin en kritik bileşeni davlumbazdır. ACGIH kılavuzunda vurgulanan temel ilkeye göre, davlumbaz doğru çalışmıyorsa fan gücü, kanal kalitesi veya filtre verimliliği anlamını yitirir. Davlumbaz performansı, kirleticiyi yakalama yeteneğini ifade eden yakalama hızına bağlıdır.
3.1. Yakalama Hızı ve DallaValle Denklemi
Endüstriyel havalandırmanın temel prensibi, havanın çekilirken her yönden gelmesi, üflenirken ise jet formunda ilerlemesidir. Bu durum, üflemenin çekmeye kıyasla çok daha etkili olmasını açıklar ve LEV tasarımının temel zorluğunu oluşturur.
Yakalama hızı, kirleticinin ataletini ve ortam hava akımlarını yenerek davlumbaza yönelmesini sağlayan, kaynağın bulunduğu noktadaki hava hızıdır. Bu değer, davlumbaz ağzındaki değil, kirleticinin oluştuğu boşluktaki hızdır.
3.1.1. Mesafe ile Hız Kaybı: Ters Kare Yasası
LEV tasarımındaki en kritik hata, emiş gücünün mesafeyle lineer azaldığının varsayılmasıdır. Oysa emiş etkisi, mesafenin karesiyle ters orantılı olarak azalır. Bu ilişki, DallaValle (1952) ve Silverman (1940’lar) tarafından geliştirilen ampirik denklemlerle tanımlanmıştır.
Serbest duran, flanşsız yuvarlak bir davlumbaz için merkez eksenindeki hız (Vₓ) şu şekilde hesaplanır:
Vₓ = Q / (10x² + A)
Bu denklem, davlumbazdan yalnızca bir çap uzaklaşıldığında hızın %90’dan fazla düşebileceğini gösterir. Örneğin, ağızda 4000 fpm olan hız, bir çap mesafede yaklaşık 400 fpm’e iner; mesafe arttıkça hız ortam hava akımlarının altına düşerek yakalama etkisini kaybeder. Bu nedenle davlumbazın kaynağa mümkün olduğunca yakın konumlandırılması bir öneri değil, fiziksel bir zorunluluktur.
3.1.2. ACGIH Tarafından Önerilen Yakalama Hızları
ACGIH Industrial Ventilation Manual, kirleticinin kinetik enerjisine göre minimum yakalama hızlarını tanımlamıştır. Tasarımcı, prosesin doğasına göre bu tablodan doğru aralığı seçmek zorundadır:
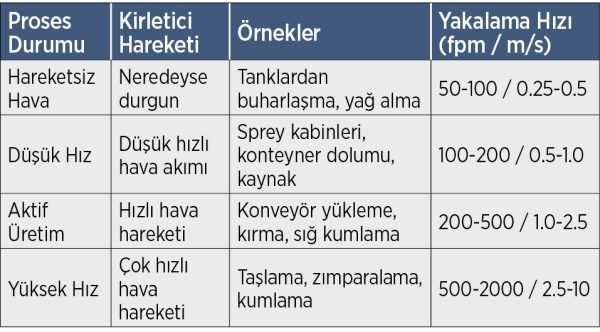
Kritik Not: Özellikle kaynak işlemleri için ACGIH VS-90 serisi föyler, çapraz akımların olduğu durumlarda yakalama hızının artırılmasını önerir. Ortamda 50 fpm’lik bir hava akımı varsa, yakalama hızı bunu yenecek kadar (en az 100 fpm) güçlü olmalıdır.
3.2. Davlumbaz Tipleri ve Yaygın Seçim Hataları
Saha denetimlerinde en sık rastlanan hata, prosesin fiziğine uygun olmayan davlumbaz tipinin seçilmesidir.
3.2.1. Alıcı vs. Yakalayıcı Davlumbaz Yanılgısı
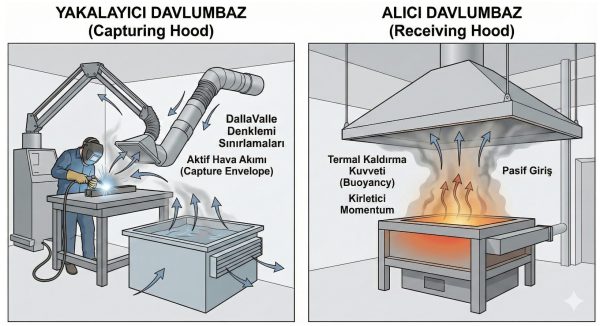
Yakalayıcı Davlumbaz: Kirletici kaynağın dışında konumlanır ve aktif hava akımı oluşturarak kirleticiyi çeker (örn. kaynak emiş kolları, yan emişli tanklar). Bu tipler DallaValle denkleminin sınırlarına tabidir.
Alıcı Davlumbaz: Kirleticinin kendi momentumu veya termal yükselmesini kullanır. En yaygın örnek, sıcak fırınlar üzerindeki kanopi davlumbazlardır.
3.2.2. Flanş Kullanımının Önemi
Davlumbaz ağzına eklenen flanşlar, havanın arka taraftan girişini engelleyerek akışı önden zorlar. Bu basit tasarım detayı, ek enerji gerektirmeden yakalama verimini yaklaşık %25 artırır.
4. Kanal Sistemi ve Taşıma Hızı
Kirletici davlumbaz tarafından yakalandıktan sonra, kanallar aracılığıyla filtreleme ünitesine taşınmalıdır. Bu aşamada kritik mühendislik parametresi Taşıma Hızıdır.
4.1. Kanal İçi Çökme ve Tıkanma Riski
Gaz ve buharlar kanalda her hızda taşınabilirken, partiküller (toz, duman) için minimum bir hava hızı gereklidir. Kanal içi hız kritik değerin altına düştüğünde partiküller yerçekimi etkisiyle kanal tabanına çöker. Bu durum aşağıdaki sonuçlara yol açar:
Sistem Tıkanıklığı: Kanal kesiti daralır, basınç kaybı artar ve davlumbazdaki emiş performansı azalır.
Yangın ve Patlama Riski: Ahşap, un veya metal tozları gibi yanıcı partiküllerin kanalda birikmesi, kıvılcım kaynaklı kanal içi yangın veya toz patlaması riskini artırır.
Ağırlık Yükü: Özellikle metal tozlarının birikmesi, kanal askı sistemlerinde aşırı yük oluşturarak yapısal çökme riskine neden olabilir.
4.2. Minimum Taşıma Hızı Tablosu
ACGIH rehberlerine göre, farklı kirleticiler için gereken minimum kanal hızları aşağıdaki gibidir:
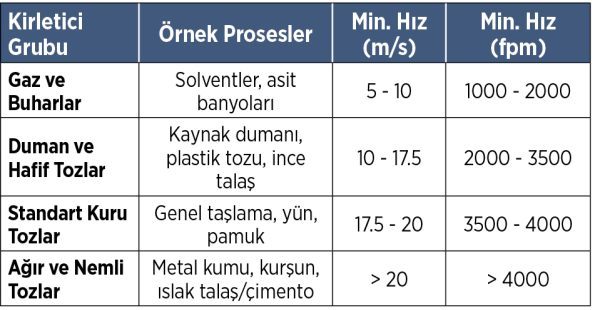
Hızın 2500-3000 fpm altına düşmesi, sistem verimliliğini %40-60 oranında düşürür ve maruziyeti katlar. Metal taşlama için 4000 fpm (yaklaşık 20 m/s) alt sınır olarak kabul edilmelidir.
4.3. Kanal Malzemesi ve Sürgülü Damper Sorunsalı
Endüstriyel sistemlerde genellikle galvanizli çelik veya paslanmaz çelik kanallar kullanılır. Spiral kenetli kanallar yaygındır ancak iç yüzey pürüzsüzlüğü önemlidir. Esnek hortumlar ise sürtünme kaybı çok yüksek olduğu için (düz borunun 3-4 katı) sadece hareketli parçalarda ve mümkün olan en kısa mesafede kullanılmalıdır.
Sürgülü Damper Kullanımı: Çoklu emiş noktasına sahip sistemlerde, çalışanlar bazen kullanılmayan makinenin emişini kapatarak diğer makinede gücü artırmak isterler. Bu tehlikeli bir uygulamadır. Kapatılan kolda hız sıfıra düşer ve havada asılı tozlar çöker. Damper tekrar açıldığında, biriken bu toz kütlesi “çığ etkisi” ile filtreye hücum eder veya kanalı tamamen tıkar. Ayrıca ana fanın çalışma noktasını değiştirerek tüm sistemi dengesizleştirebilir. Toz taşıyan sistemlerde damperlerin tamamen kapatılmasına izin verilmemeli, minimum bir “süpürme” açıklığı bırakılmalıdır.
5. Hava Hareketlendirici (Fan) ve Sistem Dengesi
LEV sisteminin kalbi olan fan, sistemin ihtiyacı olan statik basıncı ve debiyi (Q) sağlamalıdır. Ancak fan performansı sabit değildir; ortam koşullarına göre değişir.
5.1. Fan Eğrileri ve Yoğunluk Faktörü
Fanlar, “sabit hacim” makineleridir; yani hava yoğunluğu ne olursa olsun, her devirde aynı hacimde havayı iterler. Ancak yaratılan basınç ve çekilen güç, hava yoğunluğu ile doğrudan ilişkilidir. Yüksek irtifa (düşük basınç) veya yüksek sıcaklık (düşük yoğunluk) durumlarında, hava yoğunluğu standart değerden (0.075 lb/ft³ veya 1.2 kg/m³) sapar.
ACGIH, fan seçiminde Yoğunluk Faktörü düzeltmesinin yapılmasını şart koşar. Örneğin, 120°C sıcaklıktaki bir fırın egzosunda veya deniz seviyesinden 2000 metre yüksekteki bir maden işletmesinde, standart tablolara göre seçilen bir fan yetersiz kalacaktır. Bu düzeltmeler yapılmazsa, fan beklenen kütlesel debiyi sağlayamaz ve kirletici yakalanamaz.
5.2. Telafi Havası ve Negatif Basınç Sendromu
Bir odadan hava emiyorsanız, fizik kuralları gereği o odaya aynı miktarda hava girmesini sağlamak zorundasınız. Buna Telafi Havası denir.
Eğer planlı bir telafi havası sistemi yoksa, bina kendi havasını çatlaklardan, pencerelerden veya kapı altlarından kontrolsüzce çeker. Bu durum Negatif Basınç Sendromuna yol açar.
Negatif basıncın LEV sistemleri üzerindeki yıkıcı etkileri şunlardır:
Fan Açlığı: Egzos fanı, odadaki vakuma karşı çalışmak zorunda kalır. Fan eğrisinde çalışma noktası kayar ve debi düşer. Tasarlanan 4000 cfm’lik sistem, negatif basınç yüzünden 3000 cfm’e düşebilir.
Baca Tepmesi: Tesisteki doğal çekişli bacalar (kazan, su ısıtıcı), negatif basınç nedeniyle tersine çalışmaya başlar. Karbon monoksit gibi yanma gazları bacadan dışarı atılmak yerine çalışma ortamına çekilir.
Çapraz Akımlar: Kapı aralıklarından yüksek hızla giren kontrolsüz hava, davlumbazların önünde türbülans yaratır. Kaynak dumanını yakalamaya çalışan hassas bir davlumbaz, kapı altından giren 500 fpm’lik bir hava akımıyla işlevsiz hale gelebilir.
Kapı Açılma Zorluğu: 0.1 in. w.g. (inç su sütunu) seviyesindeki bir negatif basınçta bile, dışa açılan bir kapıyı açmak fiziksel olarak çok zorlaşır, bu da acil kaçış güvenliğini tehlikeye atar.
OSHA, egzos sistemlerinin her zaman dedike bir telafi havası ünitesi ile entegre çalışmasını önerir. Kışın enerji tasarrufu yapmak için telafi havası ünitelerinin kapatılması, endüstride sıkça yapılan ölümcül bir işletme hatasıdır.
6. Vaka İncelemesi:”Cumartesi Gecesi” Sendromu: Kullanıcı Algısı
Teknik tasarım mükemmel olsa bile, insan faktörü sistemi işlevsiz hale getirebilir. Bir yapıştırıcı uygulama istasyonunda LEV sistemi teknik olarak (debi, hız) yeterli görünmektedir. Ancak kullanıcıyla yapılan görüşmede, işçi ortamdaki solvent kokusunu “Yapıştırıcı sürerken Cumartesi gecesi dışarı çıkmak gibi oluyor, hafif bir baş dönmesi yapıyor, iyi hissettiriyor” şeklinde tanımlamıştır.
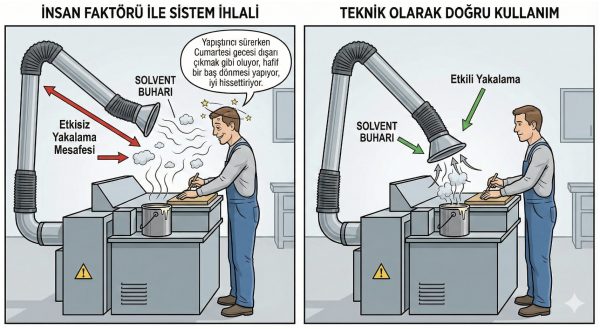
Bu ifade, solventin narkotik etkisinin çalışan tarafından normalleştirildiğini gösterir. İncelemede, çalışanın işini kolaylaştırmak için hareketli emiş kolunu (parçadan uzaklaştırdığı ve “etkili yakalama mesafesi” kuralını ihlal ettiği anlaşılmıştır. Çalışan, sistemin sadece “açık” olmasının yetmediğini, “doğru konumda” olması gerektiğini bilmemektedir.
7. Yönetim ve İşletme: Yasal Sorumluluklar
Lokal egzos sistemlerinin yönetimi, sadece teknik bir konu değil, yasal bir sorumluluktur. Bu sorumluluklar:
İşveren: Tehlikeyi tanımlamak, doğru sistemi seçmek ve “yetkin” kişilerce bakımını yaptırmakla yükümlüdür. İşveren, sistemin sadece “çalıştığını” değil, “kontrol sağladığını” kanıtlamak zorundadır.
Tasarımcı/Tedarikçi: Sistemin belirtilen kirleticiyi yakalayacağını garanti etmeli, “Kullanım Kılavuzu” sağlamalıdır. Sadece fanı satıp gitmek kabul edilemez.
Çalışan: Sistemi eğitimlere uygun kullanmak ve arızaları raporlamakla yükümlüdür.
7.1. Kapsamlı Muayene ve Test
Bir LEV sistemi kurulduktan sonra performansı zamanla düşer. Fan kayışları gevşer, filtreler dolar, kanallar delinir. Bu nedenle genellikle yılda bir (bazı proseslerde daha sık) “Kapsamlı Muayene ve Test yapılması gerekir. Bu test şunları içermelidir:
Görsel Kontrol: Kanal bütünlüğü, davlumbaz hasarları.
Basınç ve Hız Ölçümleri: Pitot tüpü ile kanal içi hız profili ve anemometre ile davlumbaz ağız hızı.
Duman Testi: Hava akımının gerçekten kirleticiyi yakalayıp yakalamadığının görselleştirilmesi. Sayısal veriler bazen yanıltıcı olabilir, ancak dumanın davlumbaza girmeyip odaya yayıldığını görmek kesin kanıttır.
8. Sonuç ve Öneriler
Lokal Egzos Ventilasyonu (LEV), endüstriyel hijyenin en güçlü silahıdır ancak aynı zamanda en karmaşık mühendislik yapısıdır. “Kaynakta Kontrol” felsefesi, kirleticiyi henüz moleküler düzeyde veya partikül formunda iken yakalamayı ve güvenli bir şekilde bertaraf etmeyi emreder.
Temel çıkarımlar şunlardır:
Davlumbaz Geometrisi: Davlumbazı kaynağa yaklaştırın.DallaValle denklemini unutmayın; her santimetre çekiş gücünü karesel olarak düşürür.
Hız Dengesi: Kanal hızlarını kirletici tipine (özellikle metal tozları için >4000 fpm) göre ayarlayın. Çökme = Tıkanma = Maruziyet.
Sistem Bütünlüğü: Telafi havası olmadan egzos çalışmaz. Negatif basınç sendromuna dikkat edin.
İnsan Faktörü: Çalışanlara sistemin neden ve nasıl çalıştığını öğretin. “Sihirli davlumbaz” algısını kırın.
Geleceğin fabrikaları, çalışma alanları sadece üretim kapasiteleriyle değil, çalışanlarına sundukları temiz havanın kalitesiyle ölçülecektir. İyi tasarlanmış bir LEV sistemi, bu geleceğin temel taşıdır.





